400-188-9511


內銷部: 李先生
手機: 18657576420 / 18957572800
電話: 0575-87630107
外貿部(bù): 李先生
手機: 18657504928
電(diàn)話: 0575-87630102
網址:www.dgxingengzs.com
地址:浙江省諸暨市店口鎮紫陽路8號
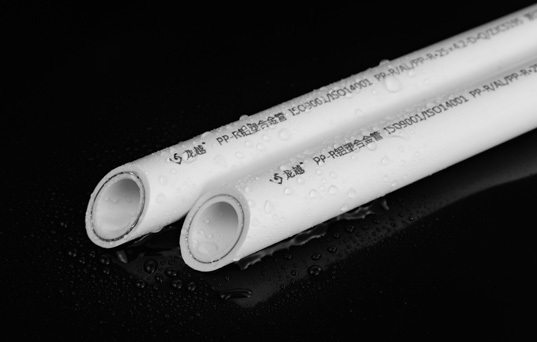
產品名稱:PPR直熔型鋁塑穩態管
規格型號:Φ16-Φ32
產品顏色:白色
原料選用:曉(xiǎo)星料
使用(yòng)溫度:0℃-95℃
使用壓力:16-25公斤
安裝方式:熱熔(róng)安(ān)裝(專用模頭)
產品簡介
PPR直熔型(xíng)鋁(lǚ)塑穩態管是一種以高強度專用合金鋁帶對接焊(氬弧焊)鋁管為基體,內外層複合材質均為PPR進口(kǒu)原料的鋁塑複合管,鋁管與PPR之間以高性能熱熔膠粘合,采用分步共擠複合而成。美國ASTMF1335標準(zhǔn)將對接鋁塑複合管稱之為“具有塑料保護層的(de)金屬管”。
產品特點(diǎn)
1、新型的焊接工藝
本公司生產的複合(hé)管在鋁帶(dài)連(lián)接處(chù)采用氬弧焊(hàn)接(激(jī)光焊)工藝代(dài)替傳統的搭接超聲(shēng)波(bō)焊接工藝,提高了鋁帶連接(jiē)處的強度,使產品的承(chéng)壓性能有了質的飛越,承壓(yā)能力好於市場上絕大部(bù)分產品(pǐn),更適宜在高壓環境中(zhōng)使用(yòng)。
2、更高的質量標準 本公司生(shēng)產複合管在鋁帶厚度及內外層PPR厚度上高於行業標準,以保證更高的強度和更好的質量,極大地提高(gāo)了產品(pǐn)的使用性能和使用壽命。
3、更好的剛(gāng)性 在(zài)鋁帶層和內外PPR層加厚之後,管材的剛性也(yě)隨之提高,不容易變形(xíng),能適應各種環境下的明裝(zhuāng)要求
4、新型安裝焊(hàn)接(jiē)技術 本(běn)產品使用的焊接(jiē)工具,采用自行研(yán)製開發的專用焊接設備,已獲得相關國家zhuanli,該工具在熱(rè)熔連接時可徹底杜絕鋁管與水的直接接觸,解決了直熔型鋁塑PP-R的致命性缺陷(xiàn),充分保障了產品的使用壽命。
5、阻氧(yǎng)性好 鋁管層可以徹(chè)底隔絕氧氣的滲透,具有(yǒu)100%抗滲氧性能,可以長期保持采暖係統(tǒng)內處於低氧環境,有效延長了鍋爐、散熱器(qì)、分集(jí)水器、閥門等金屬元件的使用壽命,降低了用(yòng)戶的使(shǐ)用(yòng)和維護(hù)成本。
6、遮光性好

運用範(fàn)圍
1、各類(lèi)散熱(rè)器熱水供熱管道專用首選管材(cái)。
2、獨立式家用鍋(guō)爐(煤氣、天然氣、電加熱)供暖、供水專用首選管(guǎn)道。
3、家裝太(tài)陽能、電(diàn)熱水器、地熱水等家用洗浴熱水(shuǐ)管道專用首選管道。
4、適用(yòng)於冷熱水、直飲水、空調等民用低(dī)壓流體輸送,也可用於醫(yī)院氧氣(qì)和飲料、食品(pǐn)、化(huà)工、農業、工業等行業的(de)低壓流體輸送。
安裝步驟
2、清(qīng)潔:使用潔淨抹布(bù)清潔(jié)管材和(hé)管件的焊接部位(建議用酒精擦拭)、管材與管(guǎn)件連接端麵必須(xū)清潔(jié)、幹燥、無油汙。 3、劃線:按(àn)表1規(guī)定的熔接深度在管(guǎn)材(cái)上劃線: 4、加熱:熱熔機加熱後(hòu),將管材和(hé)管(guǎn)件無旋轉地插入合金管專用熱熔模頭,管材達到劃線位置時停止: 5、焊接(jiē):達(dá)到加熱時間後,管材管件無(wú)旋轉地拔出,將管材無旋轉插入管件承口內,按冷卻時間(jiān)停留(liú)。
打壓(yā)步驟
1、試驗壓(yā)力為管道(dào)係統工作壓力(lì)的1.5倍,但不得小於0.6Mpa
2、對(duì)於PP-R管道(dào)係統,水管試(shì)驗一般要求在管道連接安裝24小時後進行
3、水管試壓之前,對管(guǎn)道(dào)應采取安全有效的固定和保護措施,但接頭明露
4、水壓試驗步驟
(1)將試壓管道末端封堵,緩慢注水,同時將管(guǎn)道內氣體排除
(2)充滿水(shuǐ)後,進行水密性檢查
(3)加壓宜用手動泵緩慢加壓,升壓時間不得小於10分鍾
(4)升(shēng)至試驗壓力,停止加壓,穩壓1小時,觀察接頭部位是否有漏水現象
(5)穩壓一小(xiǎo)時,補壓至試驗壓力值,15分鍾內(nèi)壓力下(xià)降不超(chāo)過,0.05Mpa為合格


 浙公網安備 33068102000805號
浙公網安備 33068102000805號